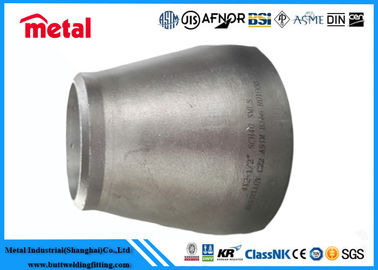
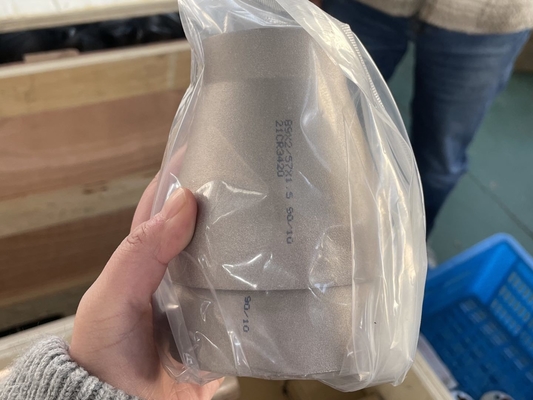
Butt-Welding Fitting Super Duplex Stainless Steel UNS S32750 Eccentric Reducer 1*3/4 ASME B16.9
Eccentric reducers refer to tubes of different diameters whose centers are not on
the same line, and tubes with one center on the same line are called concentric
reducers. The commonly used forming processes are shrink molding, expansion
molding or shrink and expand molding, and stamping can also be used for certain
specifications of different diameter pipes. Application of eccentric reducer The nozzle
diameter of the two ends of the eccentric reducer is different, so it is used to connect
different diameter pipe fittings or flanges to change the diameter. Tubes with different
diameters eccentric at both ends of the mouth, the center of the circle is on the same
axis, when the pipe diameter is calculated with the axis, the position of the pipe remains
unchanged, generally used for the change of gas or vertical liquid pipe diameter.
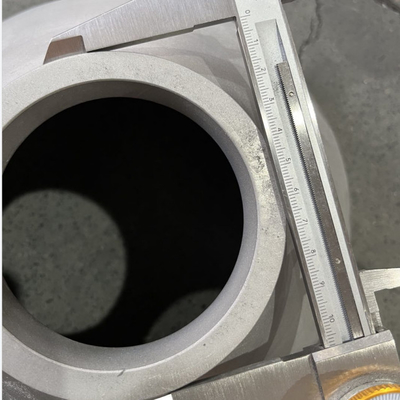
The roundness of the reducer should not be greater than 1% of the outer diameter of the
corresponding end, and the allowable deviation is ±3mm. The reducer material implements
SY/T5037, GB/T9711, GB/T8163, American Standard ASTM A106/A53 GRB, API 5L,
APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN German Standard and customer
requirements standards
Reducer (large and small head) is a kind of pipe fittings used for pipe reducing. The forming
process commonly used is reduced diameter pressing, expansion pressing or diameter
reduction plus expansion pressing, and stamping can also be used for some specifications
of reducers.
a. Shrinking/expanding forming
The shrink forming process of reducer is to put the pipe blank equal to the diameter of the
large end of the reducer into the forming mold, and the metal moves along the mold cavity
and shrinks and forms by pressing it along the axial direction of the pipe blank. According
to the size of the diameter of the reducer, it is divided into one pressing forming or multiple
pressing forming. The figure below shows the schematic diagram of the reduced diameter
forming of concentric reducers.
Diameter expansion forming is the use of pipe blanks smaller than the diameter of the large
end of the reducer, and the inner diameter of the pipe blank is expanded along the inner
diameter of the pipe blank with an internal punching die. The diameter expansion process
mainly solves the situation that the reducer with a large diameter is not easy to be formed
by shrinking, and sometimes according to the forming needs of materials and products, the
method of diameter expansion and diameter reduction is combined.
In the process of shrinking or expanding the diameter deformation pressing, according to
different materials and diameter changes, it is determined to use cold pressing or hot pressing.
Under normal circumstances, cold pressing is used as much as possible, but hot pressing
should be used for severe work hardening caused by multiple reducer, thick wall thickness
or alloy steel materials.
b. Stamping forming
In addition to using steel pipes as raw materials to produce reducers, some specifications
of reducers can also be produced by stamping and forming steel plates. The shape of the
die used for stretching is designed according to the size of the inner surface of the reducer,
and the steel plate after blanking is stamped and stretched by the die.


 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters! English
English